| ► Squeeze casting applies high pressure (70 to 140 MPa) to liquid or semi-solid aluminium metal in a die cavity, eliminating shrinkage porosity and producing near-fully-dense castings with mechanical properties approaching forgings. |
| ► Direct squeeze casting places the metal charge directly in the die cavity; indirect squeeze casting injects metal through a runner like HPDC but applies squeeze pressure during solidification — both achieve significantly lower porosity than standard HPDC. |
| ► Tensile strength of squeeze cast A356 aluminium with T6 heat treatment is 280 to 350 MPa, versus 220 to 280 MPa for standard HPDC ADC12 — approximately 25 to 30 percent higher tensile strength. |
| ► Elongation of squeeze cast A356-T6 is 8 to 14 percent, versus 1.5 to 3 percent for HPDC ADC12 — this large ductility difference is the key selection criterion for safety-critical structural applications. |
| ► Squeeze casting is suitable for heat treatment (T4, T5, T6) because its low porosity avoids the blistering that occurs when HPDC parts with entrapped gas are solution heat treated above 400 degrees C. |
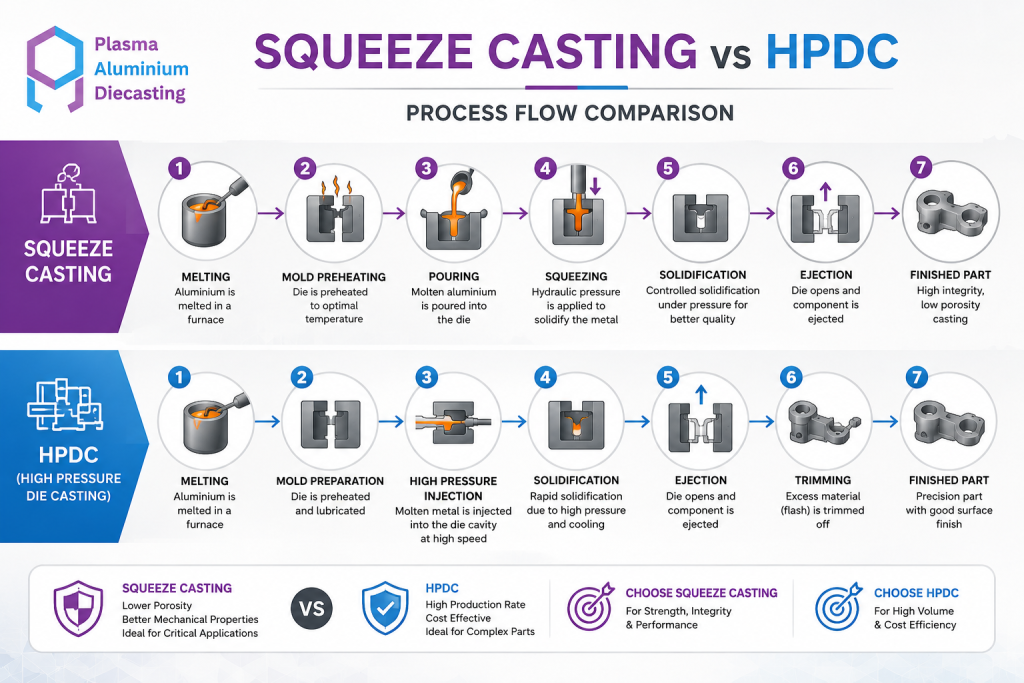
| ► Typical applications: suspension control arms, wheel knuckles, brake calipers, steering knuckles and EV battery tray structural members where high elongation and fatigue life are required. |
| ► Squeeze casting cycle time is longer than HPDC (90 to 180 seconds vs 20 to 60 seconds) and tooling cost is higher, making it more cost-effective for medium volumes of high-value structural parts than for high-volume commodity castings. |
PROCESS COMPARISON
| Parameter | HPDC (Standard) | Indirect Squeeze Casting | Direct Squeeze Casting |
| Injection pressure | 350 to 1400 bar | 350 to 700 bar + squeeze | 70 to 140 MPa direct |
| Filling velocity | High (1 to 5 m/s) | Moderate (0.5 to 2 m/s) | Low (< 0.5 m/s) |
| Porosity level | Low to moderate | Very low | Very low to zero |
| Heat treatment | Not recommended (blistering) | Yes (T4, T5, T6) | Yes (T4, T5, T6) |
| Tensile strength (T6) | 220 to 280 MPa (no HT) | 270 to 340 MPa | 280 to 350 MPa |
| Elongation (%) | 1.5 to 3.0 | 7 to 12 | 8 to 14 |
| Cycle time | 20 to 60 sec | 90 to 150 sec | 90 to 180 sec |
| Tooling cost | Moderate | High | High |
| Production volume sweet spot | High (50,000+ per year) | Medium (5,000 to 50,000) | Medium (5,000 to 30,000) |
| Metric | Data | Source |
| Squeeze cast A356-T6 tensile strength | 280 to 350 MPa | ASTM B108 |
| HPDC ADC12 tensile strength (no HT) | 220 to 280 MPa | ASTM B85 |
| Squeeze cast elongation (A356-T6) | 8 to 14 percent | ASTM B108 |
| HPDC elongation (ADC12 no HT) | 1.5 to 3 percent | ASTM B85 |
| Porosity reduction vs HPDC | 60 to 80 percent lower porosity | Industry estimate |
| Fatigue life improvement (squeeze vs HPDC) | 30 to 50 percent higher | Industry estimate |
| Typical weight range for squeeze casting | 0.5 kg to 15 kg | Industry practice |
When Standard Die Casting Is Not Enough
High pressure die casting produces excellent parts for the majority of aluminium automotive and industrial applications. However, there is a class of structurally critical components — suspension arms, brake calipers, wheel knuckles, EV structural members — where the elongation and fatigue life of standard HPDC aluminium is insufficient for the safety and durability requirements. Squeeze casting was developed to address exactly this gap: it applies external pressure during solidification to eliminate porosity, enable heat treatment and achieve mechanical properties approaching forged aluminium at a lower manufacturing cost than forging.
The Fundamental Difference: Pressure During Solidification
In standard HPDC, high pressure fills the die cavity rapidly (in 10 to 50 milliseconds) and the intensification phase applies pressure to the solidifying casting for 1 to 3 seconds. However, the turbulent filling in HPDC entraps air from the die cavity, producing gas porosity that cannot be eliminated by post-fill pressure alone. This gas porosity limits elongation and prevents heat treatment (T6 solution treatment above 400 degrees C causes the entrapped gas to expand and produce surface blisters).
Squeeze casting either eliminates turbulent filling entirely (direct squeeze casting, where metal is placed calmly in the cavity and squeezed) or uses low-velocity indirect injection followed by a sustained high-pressure squeeze during solidification. The result is a near-porosity-free microstructure. Gas has no opportunity to entrap at low filling velocities, and any dissolved hydrogen is suppressed by the high solidification pressure.
Direct vs Indirect Squeeze Casting
Direct squeeze casting places a measured liquid metal charge directly into the lower die half (like a compression mould) and closes the die, displacing and squeezing the metal into the cavity shape at 70 to 140 MPa. This process produces the lowest porosity and highest mechanical properties. Its limitation is that part geometry is more constrained than indirect methods — undercuts and complex internal passages are difficult to form without core pull mechanisms.
Indirect squeeze casting uses an injection sleeve (similar to HPDC) but at much lower injection velocity (0.5 to 2 m/s vs 1 to 5 m/s for HPDC), reducing air entrapment. After the cavity fills, a squeeze pin or the injection plunger applies additional pressure (350 to 700 bar) during solidification. This approach allows more complex geometry than direct squeeze casting while still achieving significantly lower porosity than standard HPDC.
Heat Treatment Capability: The Key Advantage for Structural Parts
Because squeeze cast parts have very low gas porosity, they can be solution heat treated (T4, T6 treatment) without blistering. T6 treatment (solution heat treatment at 530 to 540 degrees C followed by quench and age) increases tensile strength from approximately 200 to 220 MPa (as-cast) to 280 to 350 MPa and elongation from 4 to 6 percent to 8 to 14 percent. This is the property combination — high strength plus high ductility — that qualifies squeeze cast aluminium for safety-critical applications where standard HPDC aluminium cannot be used.
Applications: Where Squeeze Casting Is Specified
Suspension control arms are the most common squeeze cast automotive application. The combination of cyclic loading (fatigue), occasional overload (kerb strikes) and safety-critical function requires elongation above 6 percent, which is not achievable in standard HPDC. Brake calipers, wheel knuckles, steering knuckles and structural floor panels for EV battery trays are similarly specified for squeeze casting or the closely related process of semi-solid metal casting.
Cost Comparison: HPDC vs Squeeze Casting
Squeeze casting has higher cycle time (90 to 180 seconds vs 20 to 60 seconds for HPDC), higher tooling cost (more complex die with squeeze mechanisms) and lower production volume capability per machine. At high volumes (above 100,000 parts per year), HPDC’s productivity advantage typically makes it the preferred process for non-safety-critical applications even if some mechanical property compromise is accepted. At medium volumes (5,000 to 50,000 parts per year) for high-value structural components, squeeze casting’s property advantage justifies its higher process cost.
FAQ
Q: Can Plasma Aluminium Diecasting produce squeeze cast parts?
Plasma Aluminium Diecasting’s primary process is HPDC. For customers requiring squeeze cast or semi-solid cast aluminium structural components, we can provide technical guidance on process selection and facilitate introduction to specialist squeeze casting suppliers in the Pune region. Contact us to discuss your structural aluminium requirements.
Q: Is squeeze casting the same as semi-solid die casting (thixocasting or rheocasting)?
They are related but distinct. Semi-solid casting (thixocasting or rheocasting) processes aluminium in a partially solid state (approximately 30 to 50 percent solid fraction) to further reduce turbulence and porosity compared to liquid metal. Squeeze casting uses fully liquid metal but controls filling velocity and applies post-fill pressure. Both produce low-porosity, heat-treatable castings superior to standard HPDC, but through different mechanisms.
Q: What alloy is used for squeeze casting automotive structural parts?
A356 (also known as LM25 in the UK and AC4C in Japan) is the most widely used aluminium alloy for squeeze casting structural automotive parts. It has excellent response to T6 heat treatment and produces the high elongation values required for suspension and safety-critical applications. ADC12, the standard HPDC alloy, is not typically used for squeeze casting because its higher copper and iron content limits elongation even after heat treatment.
Q: How does squeeze casting compare to aluminium forging for suspension components?
Forged aluminium 6061-T6 typically achieves tensile strength of 310 to 380 MPa and elongation of 10 to 17 percent — somewhat superior to squeeze cast A356-T6. However, aluminium forging requires progressive die forging operations (typically 3 to 5 die hits), significant flash removal machining and higher tooling cost than squeeze casting. For suspension components with moderate complexity, squeeze casting is often chosen over forging for a balance of properties and total part cost.
Q: What is the minimum production volume for squeeze casting to be cost-effective vs HPDC?
Squeeze casting tooling and cycle time cost premium over HPDC is typically recovered at volumes above 3,000 to 5,000 parts per year when the part requires heat treatment capability or elongation above 5 percent that HPDC cannot provide. For safety-critical parts where squeeze casting is mandated by design, the volume threshold is essentially fixed by the design specification regardless of cost comparison.
Conclusion
Squeeze casting occupies the performance space between standard HPDC and forging for aluminium automotive structural components. By applying high pressure during solidification, it eliminates gas porosity, enables T6 heat treatment and achieves elongation of 8 to 14 percent — three to five times higher than standard HPDC. For suspension control arms, brake calipers, wheel knuckles and EV structural members where safety and fatigue life are primary requirements, squeeze casting is the correct process selection. For high-volume commodity castings without safety-critical structural requirements, HPDC remains the most cost-effective choice. Plasma Aluminium Diecasting provides HPDC for non-structural applications and process guidance for customers evaluating squeeze casting for structural programmes.
Contact Plasma Aluminium Casting
Specifications and pricing vary by order volume, material grade and finish requirements. Contact the team for a detailed technical datasheet and quote.

Prasanna Kumar Tiwari
Plasma Aluminium Diecasting was established after analyzing the worldwide surge in manufacturing demand across diverse sectors — from automobiles to FMCG, Oil & Gas, and Pharma. To meet this growing need, we provide a comprehensive range of precision-engineered products and industrial solutions that streamline production and enhance efficiency. As a Leading Aluminium Die Casting Manufacturer in Pune, our commitment lies in delivering innovative, technology-driven, and cost-effective solutions tailored for modern industries.