| ► LPDC fills the die from below using controlled gas pressure (0.5 to 1.0 bar) on the melt surface, producing a laminar (non-turbulent) fill that entraps far less gas than HPDC’s high-velocity injection — resulting in lower gas porosity. |
| ► LPDC castings are heat treatable (T4, T5, T6 treatment) because their low gas porosity avoids the blistering that occurs when HPDC parts with entrapped air are solution heat treated above 400 degrees C. |
| ► A356-T6 LPDC achieves tensile strength of 270 to 330 MPa and elongation of 8 to 14 percent — versus ADC12 HPDC at 220 to 280 MPa and 1.5 to 3 percent elongation. |
| ► LPDC cycle time is 90 to 150 seconds vs 20 to 60 seconds for HPDC — making LPDC better suited for medium-volume structural parts than for high-volume commodity castings. |
| ► LPDC aluminium alloy is A356 (aluminium-silicon-magnesium) rather than ADC12 (aluminium-silicon-copper) used in HPDC — A356’s lower copper and iron content is essential for the high elongation that T6 heat treatment produces. |
| ► LPDC is the dominant process for aluminium alloy wheels in India — wheel manufacturers in Pune, Chennai and Manesar use LPDC for OEM-supply passenger car wheels because of its combination of structural integrity and cosmetic surface quality. |
| ► Dimensional accuracy of LPDC is slightly lower than HPDC because the lower fill pressure reduces die packing — commercial LPDC tolerances are approximately ISO CT8 to CT10 vs CT6 to CT8 for HPDC. |
LPDC vs HPDC COMPARISON
| Parameter | HPDC (High Pressure) | LPDC (Low Pressure) |
| Fill pressure | 350 to 1400 bar | 0.5 to 1.0 bar (from below) |
| Fill method | High-velocity injection | Controlled laminar rise from below |
| Gas entrapment | Moderate to high | Low |
| Heat treatment (T6) | Not recommended | Yes (standard for A356) |
| Tensile strength (typical) | 220 to 280 MPa (ADC12, no HT) | 270 to 330 MPa (A356-T6) |
| Elongation (typical) | 1.5 to 3% (ADC12) | 8 to 14% (A356-T6) |
| Cycle time | 20 to 60 seconds | 90 to 150 seconds |
| Dimensional accuracy | CT6 to CT8 | CT8 to CT10 |
| Production volume sweet spot | High (50k+ per year) | Medium (5k to 50k) |
| Typical applications | Brackets, housings, covers | Wheels, structural arms, knuckles |
| Metric | Data | Source |
| A356-T6 LPDC tensile strength | 270 to 330 MPa | ASTM B108 |
| A356-T6 LPDC elongation | 8 to 14 percent | ASTM B108 |
| ADC12 HPDC tensile strength (no HT) | 220 to 280 MPa | ASTM B85 |
| ADC12 HPDC elongation | 1.5 to 3 percent | ASTM B85 |
| Aluminium wheel production India (2024) | 12 to 15 million units/yr | ACMA |
| LPDC share of aluminium wheel production | >90 percent | Industry estimate |
| LPDC porosity vs HPDC (gas porosity) | 60 to 80 percent lower | Industry estimate |
Why Process Affects Properties as Much as Alloy
In aluminium casting, the mechanical properties of the finished part are determined by both the alloy composition and the casting process. Two aluminium castings made from different alloys and different processes can have entirely different elongation, strength and fatigue life even if they look identical from the outside. Low pressure die casting (LPDC) produces fundamentally different microstructures than high pressure die casting (HPDC) — and for structural applications where elongation above 5 percent and heat treatment capability are required, LPDC is the correct process.
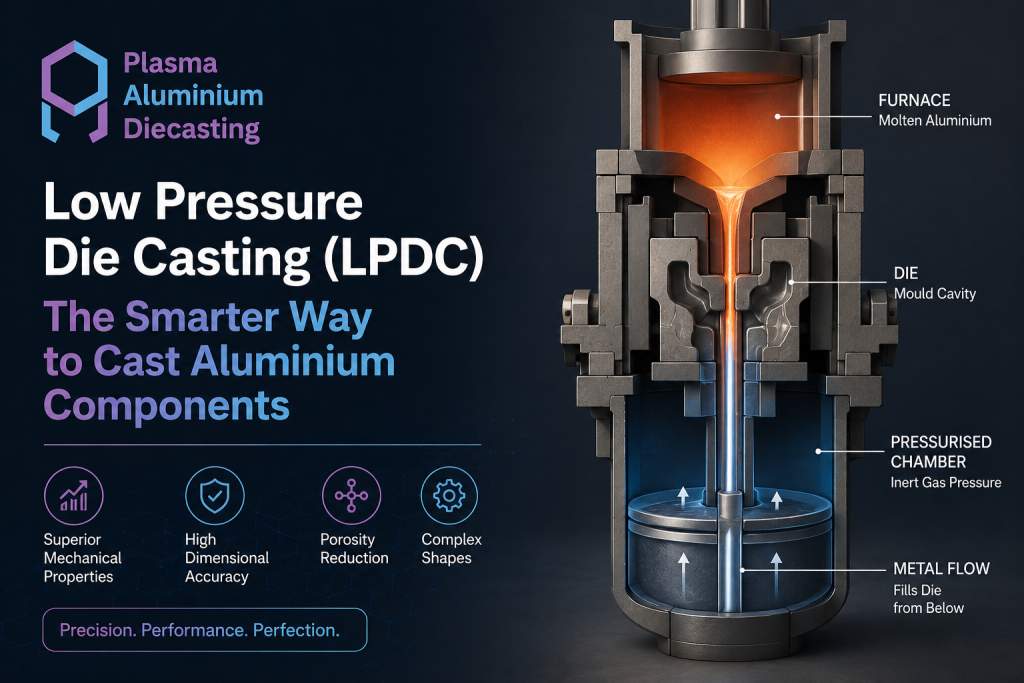
How LPDC Works: Laminar Filling From Below
In LPDC, the aluminium melt is held in a sealed, heated furnace below the die. When the machine cycle begins, inert gas (typically dry air or nitrogen) is introduced above the melt at 0.5 to 1.0 bar. This pressure pushes the liquid metal up through a riser tube into the die cavity from below, filling it slowly and progressively from the lowest point to the highest. When filling is complete, the pressure is maintained while the casting solidifies directionally from top to bottom (away from the riser).
This filling mechanism — slow, upward, gravity-assisted — is fundamentally different from HPDC’s high-velocity lateral injection. The laminar upward flow entraps very little air; gas entrapment is 60 to 80 percent lower than HPDC. The directional solidification from top to bottom (with the last solidifying metal at the gate, which is connected to the pressurised melt) provides continuous liquid metal feeding to compensate for solidification shrinkage, further reducing porosity.
Alloy Selection for LPDC: Why A356 Not ADC12
LPDC uses A356 (aluminium-7% silicon-0.3% magnesium) rather than ADC12 (aluminium-11% silicon-2.5% copper-0.8% iron). The alloy choice is critical. ADC12’s copper and iron content produces a microstructure that does not respond well to T6 heat treatment — the elongation achievable after T6 on ADC12 is only 3 to 5 percent. A356 has minimal copper and iron, and its T6 microstructure (needle-shaped silicon particles spheroidised by solution treatment, with precipitation of Mg2Si strengthening particles during ageing) produces the high elongation of 8 to 14 percent that structural applications require.
LPDC’s slower fill velocity is actually compatible with A356’s lower fluidity compared to ADC12 — the slow, pressurised fill mechanism does not require the high fluidity needed for HPDC’s rapid thin-wall filling. This alloy-process compatibility makes A356/LPDC the standard combination for structural aluminium casting globally.
Aluminium Wheels: The Dominant LPDC Application
Aluminium alloy passenger car wheels are the highest-volume LPDC application globally and in India. India produces 12 to 15 million aluminium alloy wheels per year (ACMA data), with over 90 percent manufactured by LPDC. The wheel specification requirements — JWL (Japan Wheel Laboratory) fatigue testing, kerb-strike impact testing, cosmetic Class A surface finish — are all compatible with LPDC’s property profile and surface quality.
HPDC is not suitable for wheel production because its gas porosity produces fatigue life that is inadequate for the JWL bending fatigue test, and because cosmetic polishing of HPDC wheels exposes porosity pits that are unacceptable for high-gloss finishes. LPDC’s lower porosity and smoother surface (from the gentler fill flow) are essential for both performance and aesthetics in wheel production.
Structural Automotive Applications Beyond Wheels
Beyond wheels, LPDC is used for suspension control arms, engine mounts for electric vehicles, battery module end plates and other structural applications where elongation above 5 percent, fatigue life in the high-cycle regime and heat treatment to T6 are specified. These applications are growing rapidly as India’s automotive sector increases aluminium content for lightweighting and EV structural applications.
LPDC vs HPDC: How to Choose
The selection between LPDC and HPDC should be based on mechanical property requirements and production volume. If the part requires elongation above 5 percent, fatigue life compliance with stringent standards or heat treatment to T6 — choose LPDC. If the part is a non-structural housing, bracket, cover or enclosure where elongation of 1.5 to 3 percent is sufficient and high-volume production efficiency is needed — choose HPDC. For parts that are borderline, discussing the design requirements with a qualified die casting engineer will identify which process is necessary.
FAQ
Q: Can Plasma Aluminium Diecasting supply LPDC parts?
Plasma Aluminium Diecasting’s primary process is HPDC. For customers requiring LPDC structural parts, we can provide technical guidance on process selection and, for customers in the Pune region, facilitate introduction to specialist LPDC suppliers including wheel manufacturers and structural casting specialists. Contact us to discuss your LPDC requirements.
Q: Is A356 available in India for LPDC production?
Yes. A356 (also marketed as LM25 and conforming to IS specifications for foundry alloys) is available from primary and secondary aluminium suppliers in India, including suppliers near Pune and Mumbai. LPDC alloy suppliers typically supply in ingot form; secondary recyclers process A356-grade clean scrap for re-melting. Alloy availability and pricing should be confirmed with your chosen LPDC supplier.
Q: Can LPDC produce parts with as complex geometry as HPDC?
LPDC geometry capability is somewhat less than HPDC. Very thin walls (below 2.5 mm) are more challenging in LPDC than in HPDC because of the slower fill velocity. Complex internal passages with core pins are feasible in LPDC but require careful riser design to maintain directional solidification. For most structural automotive applications (wheels, control arms, knuckles), LPDC geometry capability is fully adequate.
Q: What is the tooling cost difference between LPDC and HPDC for a similar part?
LPDC tooling is generally comparable in cost to HPDC tooling for similar complexity — the main structural difference is the riser/gate design (upward fill vs lateral injection) and the requirement for ceramic or steel riser tubes. For a standard bracket or structural arm, LPDC tooling cost is typically within 10 to 20 percent of equivalent HPDC tooling cost. The larger cost difference is in cycle time and therefore production cost per piece.
Q: How does LPDC compare to gravity die casting (GDC) for structural parts?
Both LPDC and GDC produce low-porosity, heat-treatable aluminium castings with higher elongation than HPDC. LPDC’s pressurised fill provides better dimensional consistency and lower porosity than GDC’s gravity fill. GDC has lower tooling cost and is suitable for simpler geometries and lower volumes. LPDC is preferred for complex geometries, higher volumes and applications where porosity and dimensional consistency are critical.
Conclusion
Low pressure die casting achieves superior mechanical properties compared to HPDC for structural aluminium applications because its laminar, pressurised fill from below minimises gas entrapment and enables heat treatment to T6. The combination of A356 alloy and T6 heat treatment produces tensile strength of 270 to 330 MPa and elongation of 8 to 14 percent — three to five times the elongation of standard HPDC ADC12. For suspension components, aluminium wheels and EV structural members where these properties are mandated, LPDC is the correct process selection. Plasma Aluminium Diecasting provides HPDC for non-structural applications and expert guidance on LPDC process selection for structural programmes.
Contact Plasma Aluminium Diecasting
Specifications and pricing vary by order volume, material grade and finish requirements. Contact the team for a detailed technical datasheet and quote.

Prasanna Kumar Tiwari
Plasma Aluminium Diecasting was established after analyzing the worldwide surge in manufacturing demand across diverse sectors — from automobiles to FMCG, Oil & Gas, and Pharma. To meet this growing need, we provide a comprehensive range of precision-engineered products and industrial solutions that streamline production and enhance efficiency. As a Leading Aluminium Die Casting Manufacturer in Pune, our commitment lies in delivering innovative, technology-driven, and cost-effective solutions tailored for modern industries.