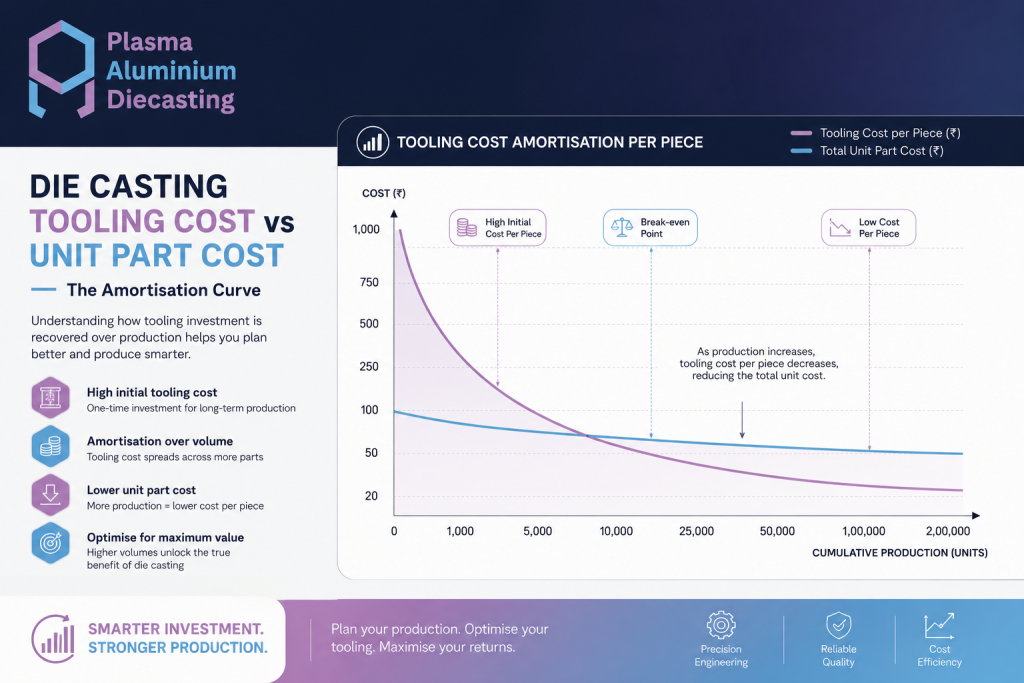
| ► Die casting tooling is a capital investment, not a consumable — the die is paid for once and produces 100,000 to 500,000 parts over its life, amortising to INR 1 to 20 per piece at typical production volumes. |
| ► Total cost of ownership (TCO) for die casting at 50,000 parts per year is typically 30 to 50 percent lower than equivalent CNC machining from billet and 15 to 30 percent lower than sand casting at the same volume. |
| ► Sand casting and investment casting have low or zero tooling cost but high unit cost — they are cost-effective below approximately 1,000 to 3,000 pieces per year; die casting becomes cheaper above this volume crossover point. |
| ► Tooling life extension through preventive maintenance (scheduled every 20,000 to 30,000 shots) reduces average tooling amortisation cost by 20 to 40 percent over the part’s production lifetime. |
| ► Multi-cavity dies (2, 4 or 8 cavities per tool) multiply throughput and reduce tooling amortisation per piece — a 4-cavity die at INR 20 lakh amortises to INR 10 per piece at 500,000 parts vs INR 40 per piece for 1-cavity. |
| ► Die casting tooling is an asset that remains at the supplier’s facility but is owned by the customer — it can be moved to a new supplier, transferred or sold, providing flexibility in supply chain management. |
| ► Plasma Aluminium Diecasting provides detailed tooling amortisation models for customers comparing die casting against alternative processes for new programme evaluation. |
TOOLING COST AMORTISATION MODEL
| Scenario | Annual Volume | Tooling Cost (INR) | Tool Life (shots) | Amortisation/Piece |
| Standard bracket (1-cavity) | 10,000/yr | 8 to 12 lakh | 200,000 | INR 4 to 12 |
| Standard bracket (1-cavity) | 50,000/yr | 8 to 12 lakh | 200,000 | INR 0.8 to 2.4 |
| Housing (1-cavity, complex) | 10,000/yr | 20 to 35 lakh | 150,000 | INR 13 to 35 |
| Housing (1-cavity, complex) | 50,000/yr | 20 to 35 lakh | 150,000 | INR 2.7 to 7 |
| Cover (2-cavity) | 20,000/yr | 15 to 22 lakh | 300,000 | INR 2.5 to 5.5 |
| Cover (4-cavity) | 80,000/yr | 22 to 35 lakh | 300,000 | INR 0.9 to 2.2 |
| Small connector (8-cavity) | 200,000/yr | 30 to 50 lakh | 500,000 | INR 0.3 to 1.0 |
| Metric | Data | Source |
| Typical HPDC tooling life (standard complexity) | 100,000 to 500,000 shots | Industry practice |
| Tooling amortisation cost at 50,000 parts/yr (bracket) | INR 1 to 5 per piece | Industry estimate |
| CNC machining from billet vs die casting TCO at 50k/yr | Die casting 30 to 50% lower | Industry estimate |
| Sand casting vs die casting crossover volume | 1,000 to 3,000 pieces/year | Industry estimate |
| Tooling life extension from preventive maintenance | 20 to 40 percent | Industry estimate |
| Multi-cavity die cost premium vs 1-cavity | 1.5 to 2.5x cost for 4 cavities | Industry estimate |
| Die casting tooling ownership: customer or supplier? | Customer-owned asset at supplier facility | Industry standard |
Why Tooling Cost Is Misunderstood
The single biggest misconception about aluminium die casting among first-time buyers is that tooling cost is a loss. It is not. Tooling cost is a capital investment that is amortised across every piece the die produces. A die that costs INR 15 lakh and produces 300,000 parts over its life contributes INR 5 per piece to tooling amortisation. At a die cast unit cost of INR 80 to 200 per piece for a typical automotive bracket, tooling amortisation is 2 to 6 percent of the part cost — a minor component of the total, not a major barrier.
The Amortisation Principle
Tooling amortisation is the allocation of tooling capital cost across the parts it produces. The formula is simple: amortisation per piece = total tooling cost divided by total parts produced over tool life. A higher annual volume and longer tool life both reduce amortisation per piece. A customer purchasing 50,000 brackets per year from a die that lasts 200,000 shots amortises the tooling cost over 4 years of production, producing a per-piece tooling cost that is a fraction of the manufacturing and material cost.
This is fundamentally different from sand casting, where a pattern (the sand casting equivalent of a die) costs much less but is consumed or degraded significantly faster, and where the unit casting cost is much higher due to slower cycle times, higher labour content and lower dimensional consistency. The tooling investment in die casting is larger up front but lower in total cost when spread across a production programme of meaningful volume.
Process Cost Comparison: Die Casting vs Alternatives
The correct way to evaluate die casting tooling cost is in the context of total cost of ownership (TCO) over the production programme lifetime, not as an isolated capital expenditure. The TCO comparison includes: tooling cost (amortised per piece), material cost (alloy, sand, billet), cycle time, scrap rate, machining required, dimensional tolerance and surface finish achieved, and assembly complexity.
At 50,000 parts per year, aluminium HPDC delivers a total manufactured cost that is typically 30 to 50 percent lower than CNC machining from billet (which has no tooling cost but very high machine time and material waste) and 15 to 30 percent lower than sand casting (which has minimal tooling cost but higher unit cost from slower cycle time, more post-casting finishing and lower dimensional consistency). The break-even volume — where die casting becomes cheaper than sand casting — is typically 1,000 to 3,000 pieces per year depending on part complexity.
Multi-Cavity Dies: Amplifying the Value
Multi-cavity dies produce 2, 4 or 8 identical parts per machine cycle, multiplying throughput without increasing cycle time. A 4-cavity die costs approximately 1.5 to 2.5 times a 1-cavity die but produces 4 times the parts per shot. The tooling amortisation per piece drops to one-quarter of the 1-cavity value, and the effective machine cost per piece drops proportionally. For parts with annual volumes above 20,000 to 30,000 pieces, multi-cavity tooling is typically the most cost-effective solution.
Tooling Maintenance: Extending the Asset Life
Die casting tooling is an engineerable asset whose life can be extended through preventive maintenance. Scheduled maintenance every 20,000 to 30,000 shots — cleaning, parting face lapping, ejector pin inspection, cooling channel descaling — prevents the accelerated wear that leads to premature die failure. A die maintained to this schedule typically achieves 1.5 to 2 times the life of an unmaintained die. The cost of preventive maintenance (INR 50,000 to 2 lakh per maintenance cycle) is far lower than the cost of emergency die repair or premature tooling replacement.
Tooling Ownership and Supply Chain Flexibility
In standard die casting commercial practice, the tooling is paid for and owned by the customer but held at the supplier’s facility. This means the customer can, if necessary, transfer the tooling to a new supplier (subject to logistics and re-qualification costs) or take it back at programme end. Tooling ownership is clearly documented in the purchase order and is an asset on the customer’s balance sheet. This ownership arrangement provides supply chain flexibility and protects the customer’s investment in the event of a supplier relationship change.
FAQ
Q: Is tooling cost included in the per-piece price from Plasma Aluminium Diecasting?
Tooling cost is quoted separately from the per-piece production price. The tooling is a one-time capital cost paid by the customer; the per-piece price covers material, processing, quality inspection, packaging and delivery. This separation allows customers to see the true economics of the programme and make informed decisions about multi-cavity vs single-cavity tooling.
Q: What happens to the tooling if Plasma Aluminium Diecasting is no longer our supplier?
The tooling is customer-owned. If you choose to move production to a different supplier, the tooling can be transferred after a logistics inspection to confirm transport-readiness. Transfer is subject to a standard condition inspection; Plasma cooperates fully with approved transfer processes. The process takes 2 to 4 weeks to arrange.
Q: How does tooling cost for die casting compare to injection moulding for plastic parts?
Aluminium die casting tooling is typically more expensive than plastic injection moulding tooling (which uses steel or aluminium moulds but operates at lower pressure). Aluminium die casting tooling for a comparable automotive bracket might cost INR 8 to 20 lakh vs INR 4 to 10 lakh for plastic injection moulding. However, the comparison is only relevant where both materials are technically feasible for the application — structural, high-temperature and precision applications typically require aluminium.
Q: Can I recover tooling cost by selling the tooling at end of programme?
Tooling has residual value as scrap steel (H13 tool steel) but limited commercial value as a functioning die after the programme it was designed for. Resale of used die casting tooling is uncommon. The correct financial treatment is to fully amortise the tooling over the planned production programme life, treating it as a capital cost with zero residual value.
Q: What is the payment structure for tooling at Plasma Aluminium Diecasting?
Tooling payment is typically structured as 50 percent on purchase order, 40 percent on first-article sample approval and 10 percent on PPAP sign-off. For larger tooling programmes, staged payments aligned to tooling milestones (design approval, steel purchase, cavity completion) can be arranged. Contact us to discuss payment terms for your programme.
Conclusion
Die casting tooling cost is one of the most misunderstood elements of aluminium component economics. Viewed correctly as a capital investment amortised over 100,000 to 500,000 parts, tooling contributes INR 1 to 20 per piece to total part cost — a minor fraction of the manufacturing and material cost at production volumes above 10,000 pieces per year. The total cost of ownership advantage of die casting over CNC machining from billet and sand casting at medium-to-high volumes is substantial and consistently demonstrated in programme-level comparisons. Plasma Aluminium Diecasting provides tooling cost modelling and TCO analysis for customers evaluating process selection for new programmes.
Contact Plasma Aluminium Diecasting at plasmaaluminiumdiecasting.
Specifications and pricing vary by order volume, material grade and finish requirements. Contact the team for a detailed technical datasheet and quote.

Prasanna Kumar Tiwari
Plasma Aluminium Diecasting was established after analyzing the worldwide surge in manufacturing demand across diverse sectors — from automobiles to FMCG, Oil & Gas, and Pharma. To meet this growing need, we provide a comprehensive range of precision-engineered products and industrial solutions that streamline production and enhance efficiency. As a Leading Aluminium Die Casting Manufacturer in Pune, our commitment lies in delivering innovative, technology-driven, and cost-effective solutions tailored for modern industries.