| ▶ HPDC produces cycle times of 15 to 45 seconds versus GDC’s 2 to 5 minutes, making HPDC the choice for annual volumes above 10,000 units. |
| ▶ GDC tooling costs INR 80,000 to INR 5 lakh, significantly less than HPDC dies which start from INR 3 lakh and can reach INR 15 lakh for complex tools. |
| ▶ Gravity die casting typically achieves Ra 3.2 to Ra 6.3 surface finish; HPDC achieves Ra 1.6 to Ra 3.2 or better with polished inserts. |
| ▶ HPDC minimum wall thickness is 0.8 mm versus 2.5 mm for GDC, giving HPDC a clear advantage for thin-wall, lightweight components. |
| ▶ GDC produces lower porosity than HPDC in thick-section parts above 6 mm because of slower, controlled filling without trapped air. |
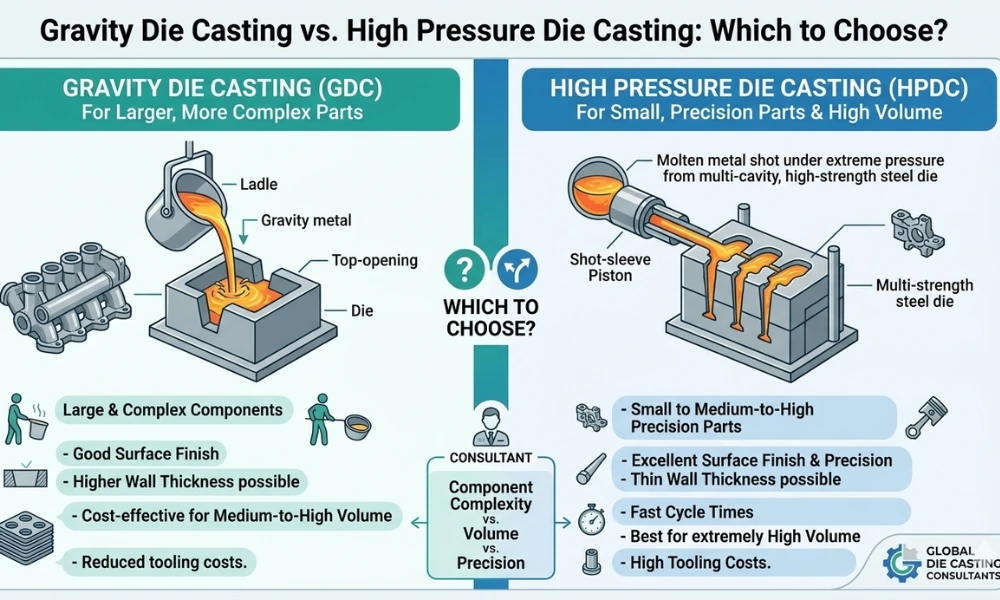
| ▶ GDC is the preferred process for motor housings, pump bodies and structural brackets above 1 kg requiring good mechanical properties. |
| ▶ HPDC is preferred for thin-wall components below 500 g requiring high volume output and tight dimensional tolerances. |
Introduction: The Process Decision That Shapes Total Programme Cost
Choosing between gravity die casting vs high pressure die casting is one of the most consequential decisions in a new component programme. The wrong choice costs money through either unnecessarily high tooling investment for a low-volume part, or through scrap and rework caused by selecting a process that cannot hold the required tolerance or wall thickness. This guide gives design engineers and procurement managers a structured comparison framework so the right process is selected before tooling drawings are issued.
QUICK SPECS BOX
| Parameter | Gravity Die Casting | High Pressure Die Casting |
| Typical cycle time | 2 to 5 minutes | 15 to 45 seconds |
| Minimum wall thickness | 2.5 mm | 0.8 mm |
| Dimensional tolerance | +/-0.3 mm to +/-0.6 mm | +/-0.1 mm to +/-0.3 mm |
| Tooling cost range | INR 80,000 to INR 5 lakh | INR 3 lakh to INR 15 lakh+ |
| Economical volume range | 500 to 20,000 units/year | 5,000 to 500,000+ units/year |
| Surface finish (as-cast) | Ra 3.2 to Ra 6.3 | Ra 1.6 to Ra 3.2 |
| Metric | Data | Source |
| India aluminium casting market size 2024 | USD 3.8 billion | IBEF Industry Report 2024 |
| Share of HPDC in Indian aluminium casting output | Approx. 55 percent by volume | Industry estimate |
| Share of GDC/permanent mould in India | Approx. 25 percent by volume | Industry estimate |
| Pune area casting manufacturers (HPDC + GDC) | 300+ active units | CII Pune 2024 |
| Average tooling life HPDC (H13 steel) | 80,000 to 120,000 shots | Industry estimate |
| Average tooling life GDC (H13 or H11 steel) | 25,000 to 60,000 pours | Industry estimate |
| CAGR India aluminium die casting 2024-2029 | 7.4 percent | Industry estimate |
How Gravity Die Casting Works
Gravity die casting — also called permanent mould casting — pours molten aluminium alloy into a pre-heated steel or cast-iron die under gravity alone, with no external pressure applied during filling. The die is typically made from H13 or H11 tool steel and is designed to split along a parting line for part removal after solidification.
Tilt-pour variants rotate the die and attached ladle together to control metal flow and reduce turbulence, improving mechanical properties in critical sections. Cores are usually sand or collapsible metal to produce internal cavities. Cycle times of 2 to 5 minutes are typical, which limits annual output per machine to 10,000 to 25,000 pours depending on part weight and cooling arrangement.
The slower filling speed and absence of injection pressure mean that GDC parts have lower porosity in thick-section areas compared to HPDC. This makes GDC the preferred process for safety-critical structural parts where porosity-free sections are required for pressure tightness or fatigue life.
How High Pressure Die Casting Works
HPDC injects molten aluminium at pressures of 400 to 1,200 bar through a cold-chamber machine into a hardened H13 steel die. Fill times measured in milliseconds mean the metal is moving at 30 to 50 metres per second through the gate, which produces exceptionally fine surface detail and very thin walls in complex geometries.
The pressure maintained during solidification suppresses gas porosity in the bulk of the casting, though the extreme fill velocity can trap surface-layer porosity in the gate-proximal zones. This is why HPDC parts intended for structural load paths are often processed with vacuum-assisted die casting to remove dissolved gases before injection.
Shot control — plunger speed, injection pressure profile, and intensification pressure — determines part quality more than almost any other process variable. Well-controlled HPDC with consistent die temperature management produces parts with dimensional repeatability within +/-0.1 mm across tens of thousands of shots.
Process Comparison: Head to Head
| Comparison Criteria | Gravity Die Casting | High Pressure Die Casting | Better Process For |
| Cycle time per part | 2 to 5 minutes | 15 to 45 seconds | High volume: HPDC |
| Min wall thickness | 2.5 mm | 0.8 mm | Thin walls: HPDC |
| Porosity (thick sections) | Lower porosity | Higher risk | Structural: GDC |
| Tooling cost (single cavity) | INR 80k to 5 lakh | INR 3 to 15 lakh | Low volume: GDC |
| Dimensional tolerance | +/-0.3 to +/-0.6 mm | +/-0.1 to +/-0.3 mm | Tight tolerances: HPDC |
| Part weight range | 0.3 kg to 50 kg | 0.05 kg to 10 kg | Heavy parts: GDC |
| Surface finish as-cast | Ra 3.2 to Ra 6.3 | Ra 1.6 to Ra 3.2 | Cosmetic parts: HPDC |
| Annual volume breakeven | Up to ~20,000 units | 5,000 units and above | Depends on part |
| Insert/core options | Sand cores available | Metal inserts only | Complex internal: GDC |
Material Properties: Which Process Produces Better Mechanical Performance?
GDC parts in ADC12 typically achieve tensile strength of 200 to 240 MPa and elongation of 1.5 to 3.0 percent in the as-cast condition. The slower solidification rate in gravity casting produces a slightly coarser grain structure than HPDC but with fewer micro-voids, which is beneficial for fatigue resistance in cyclic load applications.
HPDC parts in the same ADC12 alloy typically show tensile strength of 220 to 250 MPa with elongation of 1.0 to 2.0 percent. The rapid solidification under pressure produces a fine grain structure at the surface skin but can trap gas in the core of thicker sections. This is acceptable for most housings and brackets but may require specification of vacuum-assisted HPDC for safety-critical structural parts.
Cost Comparison at Different Production Volumes
| Annual Volume (units) | GDC Total Cost/Part (est.) | HPDC Total Cost/Part (est.) | Lower Cost Process |
| 500 | INR 320 to INR 480 | INR 450 to INR 700 (tooling heavy) | GDC |
| 2,000 | INR 260 to INR 380 | INR 280 to INR 420 | Comparable |
| 10,000 | INR 220 to INR 320 | INR 160 to INR 240 | HPDC |
| 50,000 | INR 200 to INR 300 | INR 110 to INR 170 | HPDC |
| 100,000+ | GDC capacity limited | INR 90 to INR 140 | HPDC decisively |
Note: Estimates assume ADC12 alloy, medium-complexity single-cavity tooling, standard CNC finishing. Industry estimate.
When to Choose GDC Over HPDC
Choose gravity die casting when the part weighs more than 3 kg and wall thickness in the critical section exceeds 6 mm. Pressure-tight components such as hydraulic manifolds, pump bodies and compressor housings benefit from GDC’s lower porosity in thick sections. If annual volume is below 5,000 units, GDC’s lower tooling cost typically makes it more economical over the programme life.
GDC is also the better choice when sand cores are needed to produce complex internal passages that are impossible to form with steel inserts alone. Agricultural equipment housings, electric motor end-shields and large industrial brackets are classic GDC applications in the Pune industrial market.
When to Choose HPDC Over GDC
HPDC is the right process when wall thickness is below 2.5 mm, annual volume exceeds 10,000 units, and tight tolerances are required on mating surfaces. Automotive engine covers, ECU housings, alternator brackets and structural extrusion dies are typical HPDC parts produced in the Pune belt. The short cycle time and near-net-shape output reduce total manufacturing cost at high volumes despite the higher tooling investment.
For components requiring post-casting CNC machining on sealing faces or precision bores, HPDC’s tighter as-cast tolerances reduce machining stock and cycle time, lowering secondary processing cost.
Choosing a Casting Supplier in Pune for Either Process
Plasma Aluminium Diecasting near the Chakan industrial belt offers both HPDC and gravity die casting under one roof, which is a genuine advantage for programmes where process selection is still under discussion or where a part family spans both processes. The team can conduct DFM analysis and provide process-specific quotations for the same part to help procurement and engineering teams make an informed decision before tooling is committed.
Proximity to Chakan MIDC, Talegaon, Ranjangaon and Moshi industrial clusters makes logistics planning straightforward for buyers operating across multiple sites in the Pune belt.
FAQ: Gravity Die Casting vs High Pressure Die Casting
Q 1 : Which process is better for aluminium wheel manufacture?
Low pressure die casting (LPDC) is the standard for aluminium wheels rather than GDC or HPDC. LPDC fills the die from below under controlled pressure of 0.5 to 1.5 bar, producing very low porosity in the safety-critical spoke and hub sections. GDC is occasionally used for small-batch or prototype wheels.
Q 2: Can the same alloy be used for both GDC and HPDC?
ADC12 and A380 alloys work in both processes. However, alloys with higher silicon content such as ADC12 are preferred for HPDC because of superior fluidity at the high injection velocities involved. GDC can accommodate a wider range of alloys including LM24 and LM25 (BS equivalents).
Q 3: What is the lead time for GDC tooling versus HPDC tooling?
GDC tooling from simple steel moulds typically takes 2 to 4 weeks versus 4 to 8 weeks for HPDC dies. GDC tools are generally less complex because operating pressures are much lower, reducing the precision machining demands on the die block and insert faces.
Q 4: Which process produces better surface finish on a visible face?
HPDC produces better as-cast surface finish on visible faces because of the rapid fill and high injection pressure which replicates the polished die face. GDC surface finish is adequate for painted or coated parts but HPDC is preferred for Class A visible surfaces that will be used without a heavy coating.
Q 5 : How do I know which process my part needs?
Submit a 2D or 3D drawing to a DFM review at a supplier such as Plasma Aluminium Diecasting. The key deciding factors are wall thickness, annual volume, weight, porosity requirements and dimensional tolerance. Most manufacturers can give a clear recommendation within 48 hours of receiving the drawing.
Conclusion
The gravity die casting vs high pressure die casting decision ultimately comes down to four variables: annual production volume, part wall thickness, dimensional tolerance requirement and budget for tooling. For volumes above 10,000 units and walls below 2.5 mm, HPDC is almost always the more economical choice over the programme life. For lower volumes and structurally critical thicker-section parts, GDC provides better porosity control at lower tooling cost.
Submit an RFQ with your 2D drawing and volume forecast to the Plasma team will provide process-specific quotations for both options where applicable.

Prasanna Kumar Tiwari
Plasma Aluminium Diecasting was established after analyzing the worldwide surge in manufacturing demand across diverse sectors — from automobiles to FMCG, Oil & Gas, and Pharma. To meet this growing need, we provide a comprehensive range of precision-engineered products and industrial solutions that streamline production and enhance efficiency. As a Leading Aluminium Die Casting Manufacturer in Pune, our commitment lies in delivering innovative, technology-driven, and cost-effective solutions tailored for modern industries.